In the coming weeks, Symmetry will explore the ways scientists are using artificial intelligence to advance particle physics and astrophysics—in a series of articles written and illustrated entirely by humans.
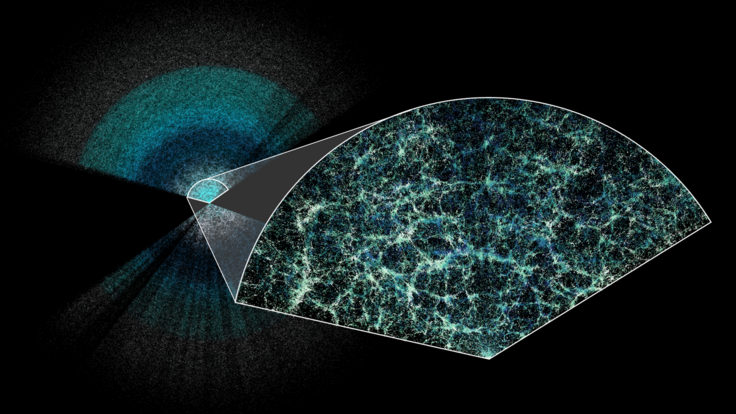
With just its first year of data, DESI has surpassed all previous 3D spectroscopic maps combined and confirmed the basics of our best model of the universe.
Once set in place atop a telescope in Chile, the 3,200-megapixel LSST Camera will help researchers better understand dark matter, dark energy and other mysteries of our universe.
The Particle Physics Project Prioritization Panel recently recommended, among their top priorities for the next decade, moving forward with two experiments based at the South Pole.
Berkeley Lab researchers are developing an approach to avoid sudden, potentially destructive energy releases in a new generation of superconducting magnets.